银可用于制造人们日常生活中的货币、珠宝、餐具和家居装饰品。但银在从太阳能和水净化到摄影和电子等行业中也具有重要应用。
银在维持全球经济方面的作用每年创造的需求超过数万亿盎司,其中大部分是由在墨西哥拥有最多贵金属土地储备的墨西哥矿业公司 Fresnillo Plc 生产的。
该公司最赚钱的矿场之一是位于萨卡特卡斯的 Saucito 矿场,该矿场 75% 以上的收入来自银回收业务。
当 Fresnillo 设法提高矿场的白银回收率时,该公司面临着一些独特的挑战。他们不能直接生产更多的银,那么他们如何能在不影响质量的情况下提高产量呢? 他们如何能提高不可控原材料的回收率?
数据给出了答案。在精益六西格玛方法和 Minitab Statistical Software 的帮助下,项目团队确定了矿山银回收率变化的根本原因,生成了预测回收率的方程,并根据动态限制实施了新的过程,以最大限度地提高产量,同时保护最终产品的等级。
挑战
由于大多数银存在于也含有其他金属的矿石中,因此银是加工这些金属的副产品。在 Saucito 矿场,他们从含铅和含锌矿石中回收银,这需要使用两个独立的提炼过程。

Fresnillo Plc 评估了 Saucito 矿场的回收过程,以最大限度地提高银产量,同时不影响质量。Minitab Statistical Software 的数据分析使该矿场的月收入增加了 200 多万美元。
首先,将矿石磨成多孔的原材料,并进行处理以提取铅,在这个过程中也提取出大部分银。然后处理剩余的材料以去除锌,剩下的就是银的二次来源。去除杂质后,从这两个过程获得的银产量决定了矿场的最终银回收率。
原矿石的质量(这是不可控的)对其所含银的回收率和等级起着关键作用。但分析显示,该公司可以在不影响最终银精矿的情况下将白银回收率提高 2%,因此项目团队开始这样做。
现在,该团队需要确定可控的变化原因并实施变更,以提高银回收率,减少浪费,并降低每盎司银生产的成本。

Saucito 矿场的技术人员使用控制图来监控关键绩效指标和生产结果。Minitab Statistical Software 的数据分析使该矿场的银回收率提高了 2%,每月收入增加了 200 多万美元。
Minitab 如何帮助他们
精益六西格玛黑带项目负责人 Román Cruz 表示:“整合所有可能的原因是我们面临的最重大挑战。Minitab 使我们能够分析许多变量,这为整个项目设定了方向。”
该团队应用了一种名为试验设计 (DOE) 的统计技术来同步评估铅提取过程中多个变量之间的关系,如原材料、水、空气以及从铅中分离银的化学试剂。
Cruz 继续说:“一些相互作用产生了我们以前不知道的影响。有了 DOE 带来的结果,我们可以开始调整和改进过程。”
研究小组发现,ZnSO4 试剂、7310 促进剂和起泡剂对银回收率和等级都有重大影响。该团队通过为两个响应变量创建等高线图来审视这三种试剂之间的关系。
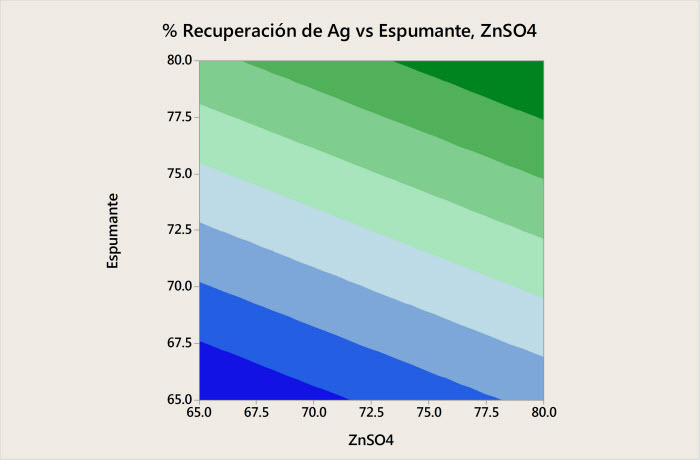
等高线图以二维形式显示三维关系。在上图中,表示响应值的等高线图显示,在 X 和 Y 标尺上绘制的高用量试剂使银回收率最大化。
银回收率和等级的等高线图显示了相互竞争的结果。虽然将起泡剂的用量值设置得较高是提高回收率的最佳解决方案,但最大限度地减少泡沫试剂产生了最佳的等级结果。通过使用 Minitab 的响应优化器来协调这些不同的要求,他们找到了适当的设置,既确保了最高的银回收率,又实现了 13,500 克/吨的目标银等级。
找到优化的设置是朝着正确方向迈出的一步,但该矿场的自动控制系统仍然没有实现预期目标。在使用假设测试和 Gage R&R 研究来消除许多潜在的变化原因后,该团队将注意力集中在矿场的分配控制系统 (DCS)上,该系统用于管理从铅矿石中去除杂质时的空气流量和试剂。
操作员根据自己的判断选择 DCS 的试剂设置。初步分析表明,每个技术人员选择的设置差异很大。他们对试剂设置的修改,以及他们判断铅浓缩物中银等级的个人标准,是影响 DCS 实现目标的能力的主要因素。
该团队使用 Minitab 中的回归分析验证了这一发现。由于铅提取后留下的银等级与原矿等级密切相关,因此最终银精矿的预期等级可根据原材料等级进行预测。但是,当该团队研究相同等级的原材料生产的最终精矿时,他们的分析发现精矿含有不同等级的银,尽管原材料的等级相同。这种不一致性证明了技术人员自行选择的设置会导致结果的变化。
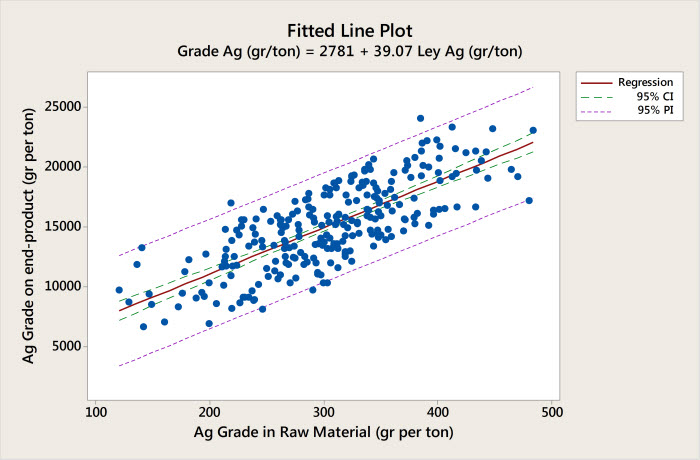
上面的拟合线图表示了回归分析生成的方程。该图显示了原材料等级与最终精矿之间的关系。
结果
项目团队使用 Minitab 的结果生成一个新的 DCS 模型,并将其编程到控制系统中。新模型根据进入铅去除过程的原银等级修改试剂,利用铅精矿中的银状态等级优化最终精矿的银等级。通过利用统计模型而不是根据自己的判断,技术人员按照最佳剂量节省了 12% 的试剂添加量,从而减少了成本和浪费。
一项能力分析进一步验证这些改进,并证明 Saucito 矿场实现了其银回收率目标——这一增长使 Fresnillo 的月收入增加了 200 多万美元。这些变化使回收率从平均 87% 增加到 89%,且低于等级的银产量减少了 68%。

上面的 Minitab 助手报告总结了实施变更前后的银回收过程能力对比情况。分析表明,怎样的过程的改变意味着更接近目标并显著降低标准差,从而带来显著改善。
为了维持他们实施的改进,技术人员使用 Minitab 控制图来监控关键绩效指标和生产结果。
但是,项目团队使用 Minitab 和数据分析来提高矿场回收率的经验具有更大的实用性:在其他情况下使用这些工具来提高自然资源的利用率有可能使无数的行业和人员受益。
Cruz 表示:“我们取得了非凡成果,并对我们的过程有了更深入的了解。使用 Minitab 进行数据分析真是太棒了——它改变了我们的视角。”

组织
Fresnillo Plc
概述
- 世界上最大的原生银生产商
- 墨西哥第二大黄金生产商
- 在墨西哥拥有最多的贵金属土地储备
- 在墨西哥经营着六个矿场
- 旗舰矿已运营近 500 年
挑战
在不降低成品银精矿等级的情况下,最大限度地提高银回收率。
采用的产品
Minitab® Statistical Software
结果
- 每月收入增加了 200 多万美元
- 银回收率提高了 2%
- 低于等级的银产量减少了 68%
- 银废料减少了 2%
- 试剂消耗量减少了 12%