
Há mais de 50 anos, o USC Consulting Group (USCCG) cria excelência operacional com a missão de oferecer valor real ao melhorar o desempenho financeiro. O USCCG ajuda as empresas a atingir o potencial máximo com melhoria de processos e operações em toda a cadeia de suprimentos. As soluções da Minitab desempenham um papel essencial para ajudar o USCCG a resolver problemas dos clientes e têm uma colaboração importante para permitir que as operações continuem em níveis ideais.
O desafio
Quem trabalha com enchimento de embalagens sabe a importância de controlar o processo de enchimento. Encher em excesso é o mesmo que dar dinheiro aos clientes. Em operações de grande volume, as perdas podem se acumular e chegar a centenas de milhares de dólares por ano. Por outro lado, se o enchimento for insuficiente, as multas e o prejuízo à reputação podem ser ainda piores.
Ao encher embalagens, o primeiro requisito é atender a regulamentos governamentais para cumprir as declarações de conteúdo líquido em bens embalados. Resumindo, os pesos de preenchimento da unidade precisam estar acima de um mínimo especificado de acordo com a Variância Máxima Permitida (MAV). O enchimento médio precisa ser igual ou maior que a declaração na etiqueta, nunca menor.
Atualmente, muitas empresas acham que encher em excesso é a única maneira de evitar multas regulatórias e manter a fidelidade do cliente. Assim, a meta é chegar o mais próximo possível do peso declarado na embalagem sem nunca ficar abaixo dele. Isso parece bastante sensato, mas muitas empresas têm dificuldades em cumprir essa meta. Será que elas não compreendem totalmente as capacidades do processo? Ou não adotaram ferramentas e técnicas corretas, como Lean, Six Sigma ou tecnologia, para ajudar a reduzir a variação e controlar os processos? Talvez, seja apenas questão de execução. A resposta pode estar em uma parte ou em todas as opções acima.
Minimizar e controlar a variação de peso de enchimento e fazer um modelamento estatístico podem recuperar uma quantidade considerável de dinheiro para empresa. O Minitab é a solução favorita para otimizar o peso de enchimento e ajuda clientes de vários setores a reduzir milhões de dólares em excesso de enchimento.
Como o Minitab ajudou
Quando o USCCG analisou estatisticamente os pesos de enchimento de jujubas para um fabricante líder de doces, determinaram que os pesos de enchimento médios reais por SKU estavam até 7% acima do indicado no rótulo. No entanto, examinar apenas as médias pode ser enganoso, pois a variação de peso de enchimento pode eliminar facilmente a oportunidade de recuperar qualquer enchimento em excesso.
Ao observar o processo de enchimento, o USCCG também percebeu que os operadores estavam reagindo ao feedback das medições de peso de enchimento e interferindo no processo, em vez de entender a verdadeira origem da variação e tomar ações corretivas permanentes. Esse foi um fator que contribuiu para a grande variação do processo relacionada à variação do peso de enchimento. Saber quando deixar o processo ser executado em vez de fazer o ajuste do peso de enchimento é fundamental. A necessidade de representar graficamente o Controle estatístico de processos (SPC) por linha e produto era evidente.
O Minitab Statistical Software foi usado para examinar primeiro a capacidade geral do processo por linha e SKU, tendo como referência os pesos declarados na etiqueta e as variações máximas permitidas (MAV). Os resultados mostraram que o processo estava sujeito a excesso de enchimento. O fabricante, com a orientação do USCCG, conseguiu minimizar a variação e o excesso de enchimento com um gráfico de controle Xbarra-R.
A Figura 1 abaixo mostra um exemplo de capacidade geral de pesos de enchimento para um pacote de jujubas com declaração na etiqueta de 2.268 g. O limite inferior de especificação de 2.205 g se baseia na MAV. Os dados foram processados com a transformação Johnson para se ajustar à distribuição normal.
 = 2268g, Average fill =2294.88 and a LSL=2205g.")
Figura 1: Capacidade geral de um processo de enchimento de pacote de jujubas. Alvo (declaração na etiqueta) = 2.268 g, Enchimento médio = 2.294,88 e LSL = 2.205 g.
Como visto na Figura 1, o peso de enchimento médio de 2.294,8 g está mais de 26 g acima da declaração na etiqueta e o total de unidades esperado abaixo do LSL é mínimo. O modelamento adicional (Figura 2) sugere que um desvio de 26 g para pesos de enchimento inferiores resulta em um peso de enchimento médio de 2.268,88 g. Além disso, o CPM aumentou de 0,75 para 1,46. Aqui também, o modelo mostra um mínimo de unidades abaixo do LSL. Observe que todas as linhas do processo têm balanças de verificação com mecanismo de rejeição para que os pacotes abaixo da MAV não saiam da fábrica.
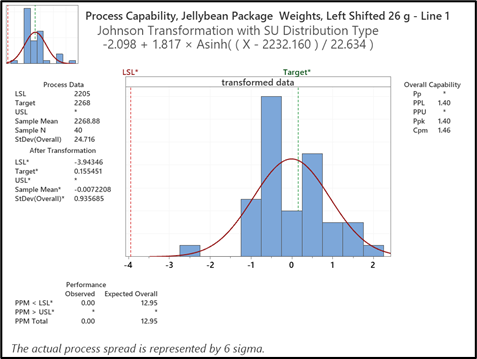
Figura 2: Modelo de capacidade geral de um peso de enchimento de jujubas alterado em 26 g para pesos de enchimento menores mostra pesos mínimos de unidade abaixo do LSL e um peso de enchimento médio de 2.268,88 g.
Uma vez que o peso médio da embalagem está de acordo com a declaração da etiqueta e as unidades de MAV mínimas projetadas pelo modelo, aproximadamente 13 serão rejeitadas nas balanças de verificação na linha de produção, e ambas as regulamentações governamentais para a declaração da etiqueta serão atendidas. O USCCG pode agora criar um Gráfico Xbarra-R (Figura 3) e utilizar esses limites de controle como ponto de início não só para ajudar a manter a linha central conforme o estimado pelo modelo de capacidade geral, como também para reduzir ainda mais a variação de peso. Isso, por sua vez, permite uma redução ou eliminação ainda maior de unidades de MAV.
Muitas organizações equilibram a redução do enchimento em excesso e as rejeições devido a violações de MAV. Por exemplo, se a linha central mostrada no nosso modelo de capacidade gerou um grande número de violações de MAV (inaceitável para muitas operações de enchimento), pode haver uma pressão para deslocar a média (linha central) para um valor mais alto para reduzir o número de rejeições de MAV. O maior número de enchimentos em excesso é compensado pelo menor número de retrabalhos: a atividade de abrir os pacotes rejeitados e reintroduzir o material no fluxo de valor. Aqui é importante usar o Gráfico Xbarra-R para reduzir a variação de peso de enchimento, manter as linhas centrais e evitar retrabalhos resultantes de rejeições de unidade.

Figura 3: Gráfico Xbarra-R que mostra a linha central e os limites de controle correspondentes a serem usados com base no modelo de capacidade geral.
As linhas centrais e os limites de controle nunca devem ser considerados absolutos e precisam ser testados na prática. Além disso, as cartas de controle devem ser implementadas em 4 etapas principais:
- Em caso de dúvida, determine a relação entre as entradas e as saídas para garantir um bom entendimento dos efeitos do ajuste do processo. Isso permite que os operadores reajam com eficácia quando o processo está fora do controle e centralizem o processo rapidamente. Essa etapa ajuda a qualificar os limites de controle estimados.
- Use as regras de teste de cartas de controle, as regras Western Electric, e as relações estabelecidas na etapa um para verificar se o processo pode ser mantido sob controle e a média de peso de enchimento (linha central) é atingida.
- Instrua os operadores e a equipe necessária sobre os benefícios e o uso das cartas de controle antes da implantação. Recomendamos fazer o coaching e o mentoring dos operadores nas linhas de processo durante a criação das cartas. Crie também um processo de revisão diária das cartas para garantir que: (1) as cartas sejam usadas corretamente, (2) a linha central da carta seja atingida, (3) ocorram, no máximo, violações mínimas do MAV e (4) as causas especiais sejam identificadas e abordadas.
- Revise periodicamente se houve diminuição da variação e se os limites de controle precisarão ser recalculados. A análise contínua da capacidade geral também ajudará a estabelecer novas linhas centrais.
Deve estar claro que, embora os métodos de aplicação da análise de capacidade e o controle estatístico de processos ajudem muito a reduzir o excesso de enchimento, eles não são a solução completa. Para obter o benefício máximo, ferramentas, técnicas e métodos lean também devem ser aplicados para ajudar a melhorar o fluxo contínuo de materiais, aumentar o tempo de atividade do equipamento e reduzir o tempo de troca. O esforço combinado resultará em economias de material significativas e aumento de produtividade.
Resultados
A prova está nos números. O excesso de enchimento de doces embalados foi reduzido em mais de 50%, o que resultou em uma economia anual superior a US$ 1,2 milhão em materiais. Que maravilha!
Sobre o autor convidado
Dr. Frank J. Esposto chefia o trabalho de qualidade do USCCG e está na empresa há mais de 18 anos. Como Diretor Sênior de Qualidade e Lean Six Sigma Master Black Belt, Dr. Esposto é responsável pela organização e liderança dos trabalhos Lean/Six Sigma para um grupo diverso de clientes do USCCG. Ele trabalhou com clientes de muitos setores para resolver problemas de produtividade/qualidade com a personalização e o fornecimento de soluções e abordagens para solução de problemas, tipos diferentes de treinamento em solução de problemas ou solução de problemas específicos, em que as competências fundamentais não eram encontradas na empresa. Dr. Esposto ofereceu também treinamento Black Belt e Green Belt em vários setores, em que implementou iniciativas Six Sigma em combinação com Lean.
Acessar o estudo de caso da Minitab
Envie algumas informações adicionais para ver o estudo de caso.
A Organização
- Firma de consultoria de gerenciamento de operações especializada em melhoria de processo
- Sede em Tampa, FL
- Emprega aproximadamente 200 pessoas
O Desafio
Ao encher embalagens, o primeiro requisito é atender a regulamentos governamentais para cumprir as declarações de conteúdo líquido em bens embalados. Os pesos de enchimento de unidade precisam estar acima de um mínimo especificado, enquanto o peso de enchimento médio precisa estar acima ou no mesmo nível, mas nunca abaixo, do declarado na etiqueta.
Produtos Usados
Minitab® Statistical Software
Resultados
- Redução no excesso de enchimento de doce em mais de 50%.
- Economia anual de materiais acima de US$ 1,2 milhão.