A OneSteel fabrica e distribui mais de 40.000 produtos para cerca de 30.000 clientes nos setores de construção, fabricação, habitação, mineração e agricultura. Nas instalações em toda a Austrália, a empresa fabrica produtos que variam de vigas espessas a fios de aço finos. A OneSteel descobriu que uma de suas instalações produzia vergalhões com grande variação na quantidade de "carepa," óxidos de ferro que se formam quando a superfície do aço quente reage com o oxigênio no ar durante o processamento. A carepa deve ser removida antes do processamento subsequente para evitar desgaste em equipamentos caros e para evitar defeitos no produto final. Alguma quantidade de carepa é inevitável, mas o excesso resulta em uma perda de rendimento significativa. A OneSteel designou uma equipe para reduzir a carepa nos vergalhões a um nível aceitável. Os membros da equipe confiaram no Minitab Statistical Software para analisar os dados e demonstrar o sucesso do projeto.
O Desafio
O metal bruto da OneSteel é transportado de uma instalação para outra à medida que é refinado e processado em um produto final. Para produzir cabos de aço trançados, a Fundição Laverton da empresa enrola o aço cru em alta temperatura em um vergalhão fino, que é processado posteriormente. Na fábrica de arames Geelong, esses vergalhões são aquecidos a uma temperatura muito menor e depois retirados a frio por meio de matrizes para criar filamentos de fios com diâmetros específicos e propriedades mecânicas.

Quando a quantidade de "carepa" nos vergalhões de aço da fundição Laverton da OneSteel começou a afetar o rendimento e a rentabilidade da fábrica de arames da empresa, ela utilizou a metodologia Six Sigma e a potência do Minitab Statistical Software para buscar soluções, e demonstrar seu sucesso.
Para fazer um vergalhão em Laverton, o aço é aquecido a temperaturas de pelo menos 1038 °C e enrolado. O vergalhão de aço então percorre os reservatórios de água, onde é resfriado por uma aplicação de superfície de água à medida que percorre a fábrica. Em seguida, o vergalhão é direcionado a uma cabeça de enrolamento, sendo moldado em padrão de anéis. Esses anéis são colocados em um transportador móvel, onde são resfriados mais um pouco e depois acumulados em bobinas.
O processamento de alta temperatura na fundição faz com que óxidos de ferro, chamados de "carepa", se formem na superfície do vergalhão. Os níveis de carepa variam dependendo do tipo de laminador usado, da temperatura do aço e por quanto tempo ele permanece aquecido. A natureza abrasiva das partículas finas de pó de carepa reduz seriamente a vida útil da matriz de trefilação e pode resultar em um produto inferior. Portanto, para produzir com sucesso fio de aço a partir do vergalhão, a carepa deve ser removida primeiro. A fábrica de arames Geelong usa um processo mecânico chamado descalcificação de dobra reversa, em que os vergalhões passam por uma série de roldanas. A dobra faz com que a carepa quebradiça se solte e caia sem prejudicar o aço flexível, mas o nível de carepa nos vergalhões de Laverton muitas vezes estava bem acima do nível desejado para descalcificação mecânica e o resultado foi a redução do rendimento. Os custos adicionais do excesso de carepa incluem a despesa de limpeza e descarte, custos associados à execução e manutenção do sistema de extração de carepa e os custos potenciais de taxas de execução mais baixas, menor vida útil da matriz, maior uso de lubrificante e menor qualidade do produto. Considerando que a fábrica de arames Geelong gastou US$ 815.000 em um único ano em limpeza, lubrificante e matrizes, reduzir a quantidade de carepa em vergalhões de entrada tinha o potencial de criar grande economia para a OneSteel.
Como o Minitab ajudou
Brett Perrin, Black Belt em Six Sigma, e Shanti Arangala, dona do processo, com apoio do defensor Brian O'Connell, iniciaram um projeto com uma equipe multifuncional da fundição e da fábrica de arames. A equipe incluía gerentes técnicos, engenheiros de processo, profissionais de qualidade, metalúrgicos e operadores de equipamentos.
Usando a metodologia DMAIC (Definir, Medir, Analisar, Melhorar e Controlar), a equipe de projeto estudou todo o processo de fabricação de arames e definiu um vergalhão com defeito como uma com descalcificação inferior a 95%. Depois, prosseguiram para a amostragem dos vergalhões que entravam na fábrica de arames Geelong vindas de Laverton.
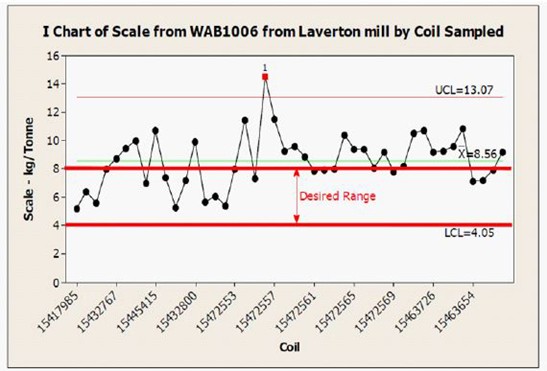
Quando a equipe de projeto da OneSteel mediu a carepa em vergalhões da Fundição Laverton e analisou os dados no Minitab, descobriu que 62% das amostras testadas tinham níveis inaceitavelmente altos de carepa.
A equipe mediu o peso de carepa como uma proporção do produto total (bobinas de vergalhões de aço) em kg/tonelada. A equipe descobriu que 62% das amostras testadas ultrapassavam 7 kg de carepa por tonelada, com variação significativa de até 3 kg por tonelada. Isso resulta em uma perda significativa de rendimento, pois uma variação de apenas 1 kg por tonelada vale US$ 75.000 em rendimento. Na fábrica de Geelong, a perda estimada para excesso de carepa foi estimada em cerca de US$ 220.000 por ano.
Durante todo o projeto, os membros da equipe utilizaram o Minitab para analisar os dados e comunicar a significância das descobertas. Por exemplo, eles usaram o teste t de 2 amostras do Minitab para provar a diferença nos pesos de carepa entre graus de vergalhões de aço, mas também usaram um box plot para exibir visualmente as informações.
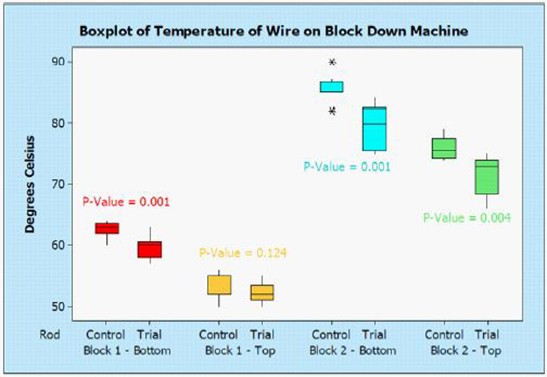
Um boxplot dos dados de temperatura do maquinário coletados sob condições de controle e teste exibe vividamente as temperaturas mais baixas obtidas nas execuções de teste.
Eles usaram a poderosa análise de regressão do Minitab para revelar a relação entre a temperatura da cabeça de enrolamento e o peso de carepa e usaram o gráfico de dispersão do software para exibir essa relação visualmente.
A equipe também aplicou a função de densidade de probabilidade do Minitab aos dados de amostragem reais e comparou-os com um resultado desejado para determinar as economias potenciais que poderiam ser acumuladas como resultado da redução da variação e redução dos pesos de carepa.

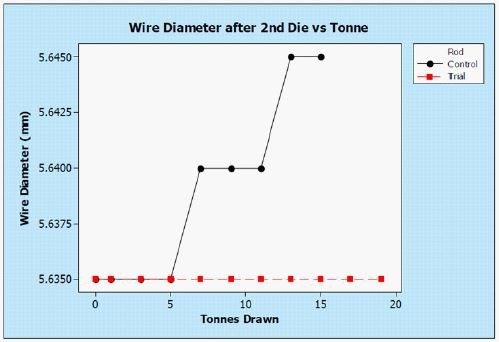
Os gráficos poderosos do Minitab facilitaram para todos no projeto ver a diferença no desgaste da matriz entre a avaliação (vermelho) e a execução de controle (preto).
A análise de Pareto determinou quais graus de vergalhão causavam atrasos nas máquinas de trefilação de fios. "O Minitab não só faz isso muito rapidamente com manipulação limitada de dados, como também tem gráficos muito claros que são uma ferramenta de comunicação eficaz nas apresentações", observa Perrin.
Alterar as características da alimentação usada para criar os vergalhões de aço na Fundição Laverton não era uma opção, portanto, a equipe procurou outras maneiras de reduzir a porcentagem de carepa em vergalhões e aumentar o rendimento da fábrica de arames. Eles executaram experimentos para testar fatores, incluindo os processos de resfriamento usados na fundição, as práticas de descalcificação e desbaste usadas na fábrica de arames e os parâmetros operacionais na fundição e na fábrica de arames.
Primeiro, eles executaram um teste para avaliar os efeitos dos parâmetros do transportador de resfriamento na quantidade de carepa em um vergalhão. Também mediram as temperaturas do bloco de trefilação de fios e da cabeça de enrolamento na fundição. A análise do Minitab revelou uma diferença significativa quando a temperatura de reforma no transportador de resfriamento foi reduzida em 30%.
Em seguida, testaram os efeitos dos métodos de trefilação no rendimento. Para a execução de controle e a execução de teste, a equipe configurou linhas de produção com novos moldes, novo lubrificante para cada molde, novas escovas na unidade de descalcificação e manteve a velocidade de execução consistente. A execução usando os parâmetros de avaliação resultou em temperaturas mais baixas, produto mais limpo, menor desgaste da matriz e carepa menos visível. Um teste de resistência não mostrou diferença estatística alguma entre a qualidade do produto de teste e o produto de controle.
Eles mediram o desgaste da matriz na máquina de trefilação e descobriram que os novos parâmetros também afetavam drasticamente a vida útil das matrizes de trefilação. Em um teste, o diâmetro do fio de uma matriz era de 6,22 mm no início da execução. Após executar 15 toneladas de fio usando o vergalhão de controle, a matriz atingiu um diâmetro de quase 6,32 mm. O desgaste da matriz para a linha que usou o vergalhão de prova foi significativamente menor. Após 15 toneladas, o diâmetro estava abaixo de 6,24 mm.


As análises dos dados coletados antes e depois revelam o impacto das melhorias no procedimento de calibração para a cabeça de enrolamento na Fundição Laverton. As estimativas de temperatura "verdadeiras" mais precisas ajudam a fundição a garantir que os níveis de carepa em seus vergalhões estejam dentro dos limites aceitáveis.
Depois de implementar várias melhorias, a equipe usou o Minitab para analisar o peso da carepa e a temperatura da cabeça de enrolamento para um recente rolamento de fio de 7 mm. A análise do Minitab confirmou que a fundição é capaz de produzir vergalhões adequados para descalcificação mecânica, com uma perda de rendimento muito menor em carepa do que no passado.
Usando o Minitab, a equipe criou gráficos de controle que mostraram claramente o efeito dos testes realizados na fábrica. Essa foi uma maneira eficaz de comunicar o resultado dos testes aos proprietários do processo.
Resultados
Os esforços da equipe melhoraram o processo de resfriamento na Fundição Laverton. Os operadores agora têm melhor controle da temperatura da cabeça de enrolamento e a análise do Minitab confirmou que o processo de resfriamento melhorado reduziu significativamente o peso de carepa do vergalhão.
Os histogramas do Minitab à direita mostram como melhorar o procedimento de calibração da fundição aproximou a temperatura "verdadeira" estimada e a relatada pela cabeça de enrolamento. Isso resultou em uma redução nas temperaturas reais de enrolamento em comparação com as laminações anteriores, e essa temperatura de enrolamento é o principal fator na redução da perda de rendimento causada por carepa para clientes da fundição.
O novo vergalhão produzido por Laverton é um produto muito mais limpo e visivelmente superior para a fábrica de arames Geelong. Como resultado da redução da quantidade de carepa e aumento do rendimento, a OneSteel prevê economizar aproximadamente US$ 235.000 por ano, além de mais US$ 40.000 de economia em mão de obra e bens de consumo. A redução de carepa também tem benefícios adicionais de processos subsequentes.
Com as melhorias confirmadas, a equipe de projeto da OneSteel entrou na fase de controle de seu processo DMAIC. A equipe usa gráficos de controle do Minitab para bloquear as alterações feitas em procedimentos e atividades de manutenção, facilitando a manutenção dessa melhoria e garantindo que as economias continuem nos próximos anos. Enquanto isso, o escritório Six Sigma da OneSteel está encontrando novas maneiras de aplicar o poder da melhoria de qualidade, e o Minitab Statistical Software, para aumentar a eficiência e a lucratividade em todos os cantos de suas operações globais.

Organização
OneSteel
Visão geral
- Fabricante e distribuidor global de aço e produtos acabados de aço
- Sediada na Austrália
- Receitas de US$ 7,4 bilhões na Austrália
- Mais de 11.500 funcionários em todo o mundo
Desafio
Diminuir a "carepa" nos vergalhões de aço usados para criar arames.
Produtos usados
Minitab® Statistical Software
Resultados
- Economia de mais de US$ 275.000 por ano
- Redução do desgaste do maquinário
- Produto visivelmente melhorado