
USC Consulting Group (USCCG) は50年以上、財務実績を改善して真の価値を付加することを使命に、業務効率化を推進してきました。企業がサプライチェーン全体で工程と業務を改善することで潜在性を最大限に発揮できるよう、支援しています。Minitabのソリューションは、USCCGが顧客の問題を解決して業務を最適なレベルに維持できるようにする主要なコンポーネントであり続けます。
課題
課題
包装の業務をしている人は、袋詰め工程を制御することの重要性をご存じでしょう。詰め過ぎは、顧客にお金をあげるのと同じ正味効果です。大量生産ならば、年間数十万ドルに達する可能性もあります。一方で、詰める量が足りないと、罰金や評判に傷がつくなどして、高くつく可能性があります。
袋詰めの最初の要件は、包装商品の正味容量表示を守るための政府規制を満たすことです。つまり、単位充填重量は、最大許容差異 (MAV) に従って、指定の最小値以上でなくてはなりません。平均充填重量はラベル表示以上でなくてはなりません。
多くの企業は、今日、過剰充填が、規制の罰金を回避して顧客の忠誠心を維持する唯一の方法だと考えています。そのため、表示重量を下回ることなく、可能な限り近づけることが目標です。これは理にかなっているように見えますが、多くの企業はこの目標の達成に苦労しています。工程能力を完全に理解していないからでしょうか?または、変動を減らして工程を制御するのに役立つ、Lean、Six Sigmaなどの正しいツールや手法、技術を採用していないからでしょうか?実行するのみでしょうか?答えは上記の一部または全部です。
充填重量の変動を最小限に抑えて制御し、統計モデリングを実行すると、大きな金額を収益に向け変えることができます。Minitabは、充填重量を最適化できるソリューションで、さまざまな業界の顧客が数百万ドル相当の過剰充填を削減できました。
Minitabによる支援方法
USCCGが大手キャンディーメーカーのジェリービーンの充填重量を統計的に分析したところ、最少在庫管理単位 (SKU) による実平均充填重量はラベル表示の7%以上であることがわかりました。とはいえ、平均を見るだけでは誤解が生じやすいです。充填重量の変動は、過剰充填是正の機会を消しかねません。
袋詰め工程で、オペレーターが充填の検量復原に反応し、本当の変動源を調べずに、また恒久的な是正措置を講じずに、工程に干渉していることにも、USCCGは気づきました。これが、充填重量の変動に対する高い工程変動の要因でした。充填重量の調整を行うのではなく、いつ工程を実行するべきかを知ることが最も重要です。ライン別および製品別の統計的工程管理 (SPC) 図が必要なのは明らかでした。
Minitab Statistical Softwareを使用して、まず、ラベル上の重量と最大許容差異 (MAV) を参照し、全体的な工程能力をラインとSKUの両方で調べました。その結果、工程に詰め過ぎの傾向があることがわかりました。 その後、メーカーは、USCCGの指導を受けて、XバーR管理図を使用して、変動と過剰充填の両方を最小限に抑えることができました。
図1 は、ジェリービーン充填重量の全体能力です。ラベル表示は2268gになっています。仕様の下限はMAVに基づいて2205gです。データは、正規分布に適合するようにJohnson変換されました。
 = 2268g, Average fill =2294.88 and a LSL=2205g.")
図1:ジェリービーン袋詰め工程の全体能力。目標 (ラベル表示) = 2268g、平均充填 =2294.88、LSL=2205g.
図1では、平均充填重量2294.8gはラベル表示よりも26g以上多く、全体期待単位LSL以下は最小です。追加のモデリング (図2) では、充填重量を減らすために26gシフトすると、平均充填重量が2268.88gになることが示されています。Cpmも0.75から1.46に増えました。ここでも、モデルはLSL以下の最小単位を示しています。すべての工程ラインに、MAV以下の包装の出荷防止として、はねる機構の検査秤があります。
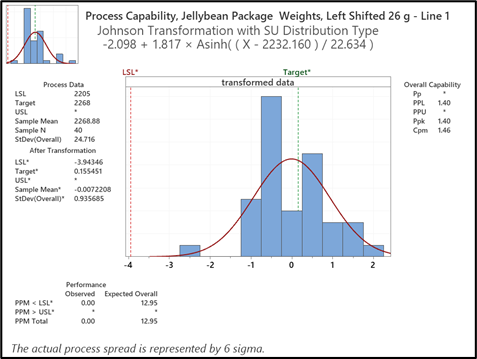
図2:26gをそれ以下の充填重量にシフトしたジェリービーン充填重量の全体能力モデルでは、LSL以下の最小単位重量が示され、平均充填重量は2268.88gです。
包装の平均重量はラベル表示とモデルによる最小予測MAV単位に準拠しているため、ライン内検査秤で約13がはねられ、ラベル表示に関する両方の政府規制が満たされます。USCCGは、XバーR管理図 (図3) を作成し、この管理限界線を始点として、全体能力モデルによって推定される中心線を維持するだけでなく、重量の変動をさらに減らすことができるようになりました。これにより、MAV単位のさらなる削減または排除が可能になります。
多くの企業は、詰め過ぎの削減とMAV違反による却下の間でバランスを取っています。たとえば、能力モデルにある中心線が多くのMAV違反すなわち多くの袋詰め作業で受け入れられない違反を生成した場合、MAVの却下数を減らすために、平均 (中心線) を高くシフトする必要があります。損得交換は過剰充填増加と、リワーク、つまり却下された袋を開いて材料をバリューストリームに戻す行動の減少です。重要なのは、XバーR管理図を使用して、充填重量変動を減らし、中心線を維持し、単位却下によるリワークを回避することです。

図3:全体能力モデルに基づく中心線と対応する管理限界線を示すXバーR管理図。
推定中心線と管理限界線は絶対的なものと見なすべきではなく、実際にテストする必要があります。従って、4つの主要な手順で管理図を実行します。
- よく理解できていない場合は、入力と出力の関係を割り出して、工程調整の効果がよく理解されていることを確認します。これにより、オペレーターは、工程が管理外のときに効果的に反応し、すぐに工程に集中できます。この手順は、推定された管理限界線を適格判断するのにも役立ちます。
- 管理図のテストルールを使用します。ウェスタンエレクトリックルールと手順1で確立された関係を使用して、工程を管理でき、充填重量の平均 (中心線) が達成されていることを確認します。
- 展開前に、管理図のメリットと使用についてオペレーターと必要なスタッフを教育します。図を作成している間に工程ラインでオペレーターを指導することが推奨されます。また、次のことを確認するために、毎日の図確認工程を作成します。(1) 図が正しく使用されている、(2) 図の中心線が達成されている、(3) MAV違反はゼロか最小限、(4) 特殊要因が特定されて、対応している。
- 変動が減少したか、管理限界線を再計算する必要があるかを、定期的に確認します。全体能力分析を続けることも、新しい中心線を確立するのに役立ちます。
能力分析と統計的工程管理の方法は、過剰充填を減らすのにしっかりと役立つものの、完全な解決策ではありません。全体的なメリットにするには、無駄のないツール、手法、方法を適用して、材料の継続的なフローを改善し、機械のアップタイムを増やし、段取り替え時間を短縮する必要があります。努力を組み合わせれば、大幅な材料の節約とスループットの向上につながります。
結果
結果は、数字で証明できます。包装キャンディーの過剰充填は50%以上削減され、それによって年間120万ドル以上の材料が節約されました。 甘い結果を得られました!
ゲスト筆者
Frank J. Esposto博士は、USCCGの品質業務責任者で、勤務して18年以上になります。品質シニアディレクターおよびLean Six Sigmaブラックベルトとして、USCCGの多様な顧客グループのためにLean、Six Sigmaの取り組みを組織し、率いることを職務としています。多くの業界の顧客と協力して、問題のソリューションとアプローチ、問題解決の教育をカスタマイズして提供すること、またコアコンピテンシーが不足している社内で特定の問題を解決することで、生産性と品質の問題を解決してきました。また、多くの業界でブラックベルトとグリーンベルトの教育を行い、Leanと組み合わせてSix Sigmaイニシアチブを実施しました。
Minitabのケーススタディーにアクセスする
ケーススタディーを表示するにあたって追加情報をご提供ください。
組織
- 工程改善を専門とする経営コンサルティング会社
- フロリダ州タンパ市に本社
- 従業員約200名
課題
袋詰めの最初の要件は、包装商品の正味容量表示を守るための政府規制を満たすことです。単位充填重量は指定の最小値以上、平均充填重量はラベル表示以上でなくてはなりません。
使用する製品
Minitab® Statistical Software
結果
- 包装キャンディーの過剰充填は50%以上削減されました。
- 年間120万ドル以上の材料が節約されました。