
Depuis plus de 50 ans, USC Consulting Group (USCCG) encourage l'excellence opérationnelle en ayant pour mission de fournir une réelle valeur grâce à l'amélioration des performances financières. USCCG aide les entreprises à atteindre leur plein potentiel en améliorant les procédés et les opérations dans l'ensemble de leur chaîne d'approvisionnement. Les solutions Minitab apportent une aide essentielle à USCCG dans la résolution des problèmes de ses clients tout en permettant la poursuite de ses opérations à des niveaux optimaux.
Le défi
Si vous travaillez dans le remplissage d'emballages, vous savez à quel point le contrôle des procédés de remplissage est important. Les conséquences d'un trop-plein ? Vous donnez tout bonnement de l'argent à vos clients. Dans le cadre d'opérations à gros volumes, ce phénomène peut rapidement revenir à des centaines de milliers de dollars par an. En revanche, si votre emballage ne contient pas assez de produit, les amendes et l'impact sur votre réputation peuvent s'avérer encore plus coûteux.
Lors du remplissage, l'exigence première est de répondre aux réglementations gouvernementales pour être en conformité avec les déclarations de contenu net des produits emballés. Autrement dit, le poids de remplissage unitaire du produit doit dépasser une valeur minimale définie, conformément à la variation maximale autorisée (MAV). Le poids moyen de remplissage doit être égal ou supérieur, jamais inférieur, à la mention figurant sur l'étiquette.
De nos jours, de nombreuses entreprises pensent que le trop-plein est la seule manière d'éviter les amendes et de conserver la fidélité des clients. Ainsi, leur but est de se rapprocher le plus possible du poids d'emballage déclaré sans aller en dessous. Cette technique semble parfaitement raisonnable, mais beaucoup d'entreprises ont du mal à atteindre cet objectif. La raison se trouve-t-elle dans le fait qu'elles ne comprennent pas complètement leur capabilité de procédé ? Ou alors, n'ont-elles pas adopté les outils et techniques adaptés, comme Lean, Six Sigma ou des solutions technologiques, afin de réduire les variations et de contrôler les procédés ? Il s'agit peut-être simplement d'un souci d'exécution. La réponse se trouve dans tout ou partie de ces éléments.
La minimisation et le contrôle de la variation du poids de remplissage associés à une modélisation statistique peuvent vous permettre d'augmenter considérablement vos bénéfices nets. Minitab est la solution idéale pour optimiser le poids de remplissage et a aidé des clients de différents secteurs à réduire l'équivalent de millions de dollars de trop-plein.
Comment Minitab a aidé
Lors de l'analyse statistique du poids de remplissage des bonbons d'un confiseur de premier plan, USCCG a déterminé que le poids réel moyen de remplissage par unité de stock pouvait atteindre jusqu'à 7 % de plus que ce que mentionnait l'étiquette. Cependant, le simple fait de regarder les moyennes peut être trompeur, puisque les variations de poids de remplissage peuvent facilement éliminer l'opportunité de récupérer les trop-pleins.
En observant le procédé de remplissage, USCCG a aussi constaté que les opérateurs réagissaient aux retours sur les mesures du poids de remplissage et intervenaient sur les procédés au lieu de comprendre la réelle source de la variation afin d'effectuer des actions correctives permanentes. Cela a contribué à la variation de procédé élevée en lien avec la variation du poids de remplissage. Il est primordial de savoir quand laisser le procédé s'exécuter et quand ajuster le poids de remplissage. Le besoin d'établir une carte de maîtrise statistique des procédés (MSP) par gamme et par produit était évident.
En utilisant Minitab Statistical Software, la capabilité globale du procédé a d'abord été examinée par gamme et par unité de stock, en référence aux poids déclarés sur les étiquettes et aux variations maximales autorisées (MAV). Les résultats montraient que le procédé favorisait le trop-plein. Sur les conseils d'USCCG, le fabricant a pu minimiser les variations et le trop-plein à l'aide d'une carte de contrôle X barre-R.
La figure 1 ci-dessous montre un exemple de la capabilité globale de poids de remplissage pour un emballage de bonbons avec une étiquette mentionnant 2 268 g. La limite de spécification inférieure (LSI) est de 2 205 g selon la MAV. Les données ont été transformées à l'aide de la transformation de Johnson pour correspondre à une loi normale.
 = 2268g, Average fill =2294.88 and a LSL=2205g.")
Figure 1 : capabilité globale d'un procédé de remplissage d'emballage de bonbons ; cible (mention de l'étiquette) = 2 268 g, remplissage moyen = 2 294,88 et LSI = 2 205 g.
Comme illustré dans la figure 1, le poids moyen de remplissage de 2 294,8 g est supérieur de 26 g à la mention de l'étiquette et la valeur des unités globales attendues inférieure à la LSI est minimale. Une modélisation supplémentaire (figure 2) suggère qu'une variation de 26 g pour réduire les poids de remplissage génère un poids de remplissage moyen de 2 268,88 g. En outre, l'indice Cpm a augmenté, passant de 0,75 à 1,46. Là aussi, le modèle montre des unités minimales en dessous de la LSI. Il faut noter que toutes les chaînes de fabrication disposent de régulations avec un mécanisme d'exclusion qui garantit que les emballages ne sont pas expédiés en dessous de la MAV.
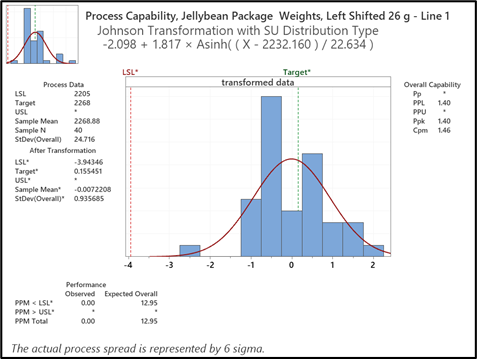
Figure 2 : modélisation de la capabilité globale du poids de remplissage de bonbons avec une variation de 26 g pour réduire les poids de remplissage montrant des poids d'unité en dessous de la LSI minimaux et un poids moyen de remplissage de 2 268,88 g.
Puisque le poids moyen des emballages est conforme à la mention de l'étiquette et aux unités MAV minimales prévues par le modèle, environ 13 seront exclus lors des régulations sur la chaîne de fabrication, et les réglementations gouvernementales relatives à la mention de l'étiquette seront respectées. USCCG peut maintenant créer une carte X barre-R (figure 3) et utiliser ces limites de contrôles comme point de départ non seulement pour aider à maintenir la ligne centrale à son niveau estimé par le modèle de capabilité globale, mais aussi pour réduire encore plus la variation de poids. Cela entraînerait une réduction ou une élimination des unités non conformes à la MAV.
De nombreuses organisations jouent les équilibristes entre la réduction du trop-plein et les rejets dus aux violations de la MAV. Par exemple, si la ligne centrale montrée dans notre modèle de capabilité générait un nombre important de violations de la MAV (inacceptable pour beaucoup d'opérations de remplissage), il faudrait alors augmenter la moyenne (ligne centrale) afin de réduire le nombre de rejets liés à la MAV. Le compromis : davantage de trop-plein pour moins de tâches à refaire, c'est-à-dire les tâches de réouverture des emballages rejetés et la réintroduction des matériaux dans la chaîne de valeur. La solution : utiliser une carte X barre-R afin de réduire la variation du poids de remplissage, de maintenir les lignes centrales et d'éviter de refaire des tâches à cause des rejets d'unités.

Figure 3 : carte X barre-R montrant la ligne centrale et les limites de contrôle correspondantes à utiliser en fonction du modèle de capabilité globale.
Les lignes centrales et les limites de contrôle estimées ne doivent jamais être considérées comme absolues et devront être testées en pratique. Ainsi, les cartes de contrôle doivent être implémentées en quatre étapes principales :
- En cas de confusion, déterminez la relation entre les entrées et les sorties pour vous assurer que les effets de l'ajustement du procédé sont bien compris. Les opérateurs pourront ainsi réagir de manière efficace lorsque le procédé est hors de contrôle en le centrant rapidement. Cette étape permet également d'ajuster les limites de contrôle estimées.
- Utilisez les règles de test de cartes de contrôle, c'est-à-dire les règles Western Electric et les relations établies dans la première étape pour vérifier que le procédé peut être maintenu sous contrôle et que la moyenne de poids de remplissage (ligne centrale) est atteinte.
- Formez les opérateurs et le personnel aux bénéfices et à l'utilisation de cartes de contrôle avant le déploiement. Nous vous recommandons d'encadrer et d'accompagner les opérateurs sur les chaînes de fabrication pendant l'établissement des cartes. En outre, créez un procédé d'évaluation de carte quotidien pour garantir les éléments suivants : (1) l'utilisation correcte des cartes, (2) l'atteinte de la ligne centrale de la carte, (3) pas ou peu de violations de la MAV et (4) l'identification de causes spéciales et la prise de mesures par rapport à celles-ci.
- Evaluez régulièrement si la variation a diminué et si les limites de contrôle doivent être recalculées. Une analyse continue de la capabilité globale permettra également d'établir de nouvelles lignes centrales.
Vous devez comprendre que, même si l'application des méthodes d'analyse de capabilité et de maîtrise statistique des procédés aident grandement à réduire le trop-plein, ce n'est pas la seule solution. Afin de bénéficier de tous les avantages, vous devez appliquer les outils, techniques et méthodes lean pour améliorer le flux continu de matériaux, augmenter la disponibilité de l'équipement et réduire les périodes de transition. La combinaison de ces efforts vous fera faire d'importantes économies sur les matériaux et augmentera la capacité de production.
Résultats
Les chiffres parlent d'eux-mêmes. Le trop-plein pour les bonbons emballés a été réduit de plus de 50 %, permettant une économie annuelle de plus de 1,2 million de dollars sur les matériaux. Quel bon, bon procédé !
A propos de l'auteur invité
Dr Frank J. Esposto, employé chez USCCG depuis plus de 18 ans, est en charge des pratiques qualité. En tant que responsable qualité senior et expert Master Black Belt Lean Six Sigma, Dr Esposto est responsable de l'organisation et de la direction des engagements Lean Six Sigma pour les divers groupes de clients d'USCCG. Il a collaboré avec des clients de secteurs variés pour résoudre leurs problèmes de productivité et de qualité en personnalisant et en fournissant des solutions, des approches et différents types de formations en matière de résolution de problèmes, ou en résolvant des problèmes spécifiques pour lesquels les compétences de base manquaient en interne. Dr. Esposto a aussi dispensé des formations Black Belt et Green Belt pour de nombreux secteurs, dans lesquels il a implémenté des initiatives Six Sigma associées à des stratégies Lean.
Accéder à l'étude de cas Minitab
Nous avons besoin de quelques informations supplémentaires avant que vous puissiez accéder à l'étude de cas.
L'Organisation
- Société de conseil en gestion des opérations spécialisée dans l'amélioration des procédés.
- Siège social à Tampa en Floride
- Environ 200 employés
Le Défi
Lors du remplissage, l'exigence première est de répondre aux réglementations gouvernementales pour être en conformité avec les déclarations de contenu net des produits emballés. Le poids de remplissage unitaire doit dépasser une valeur minimale définie, et le poids de remplissage moyen doit être égal ou supérieur, jamais inférieur, à la mention de l'étiquette.
Produits Utilisés
Minitab® Statistical Software
Resultats
- Le trop-plein pour les bonbons emballés a été réduit de plus de 50 %.
- Economie annuelle de plus de 1,2 million de dollars sur les matériaux.